SEPLAYER: Procesos avanzados de selección, descontaminación y deslaminado de envases plásticos multicapa

Se centra en la investigación y desarrollo en técnicas de deslaminado y clasificación de plásticos, para ayudar a las empresas a obtener las fracciones plásticas separadas para su posterior valorización mediante el reciclado, y técnicas de descontaminación de plástico, para el uso de polímeros en aplicaciones como las alimentarias.
Contexto
Los envases plásticos multicapa, mayoritarios en el sector de la alimentación, suelen estar compuestos por una capa de material base de alto valor económico (PET, PE y PP) a la cual se le añaden capas barrera de diferentes polímeros (generalmente PA o EVOH) que mejoran sus propiedades frente a la entrada de oxígeno (que oxida y enrancia los alimentos) o frente al vapor de agua. En otros casos, se emplean para proteger una atmósfera modificada o impedir la salida de determinados gases, como en el caso de las bebidas carbonatadas.
Dichos requerimientos hacen que para unir el material base con el material barrera se tengan que emplear además capas de plástico que actúan como adhesivo. Asimismo, la estructura de los plásticos multicapa puede ser más compleja ya que en muchos casos se introducen estructuras simétricas con más de una capa barrera.
Lógicamente, la presencia de varios materiales que no pueden ser separados por el usuario hace que el material termine mezclado con otros plásticos. Ya en las plantas de reciclaje, estos envases no se pueden clasificar con facilidad, ya que los actuales métodos de selección (sorting) no son capaces de distinguir entre envase multicapa y envase monocapa. Por tanto, dichos materiales acaban en las plantas de clasificación de envases como fracción resto que termina en vertedero.
Dada la tendencia a reducir el vertido como método de gestión de residuos y las crecientes tasas por vertido, así como la publicación de la estrategia europea de plásticos, que indica que todos los envases de plástico en la Unión Europea deberán ser reciclables para el año 2030, resulta cada vez más necesario incrementar la cantidad de material de envase multicapa de plástico disponible para reciclar, un reto que se puede afrontar mediante la combinación de técnicas de selección, descontaminación y deslaminación.
Resumen y objetivos
El objetivo del proyecto SEPLAYER consiste en el desarrollo de procesos avanzados que permitan la selección, descontaminación y deslaminado de envases plásticos multicapa para hacer reciclables aquellos envases que actualmente no se recuperan debido a las dificultades técnicas para hacerlo.
En concreto, los objetivos específicos son los siguientes:
1) SELECCIONAR DE FORMA AVANZADA: Desarrollo de un proceso de autosorting que permita distinguir envases de plástico, principalmente multicapa, que actualmente no se pueden separar de las corrientes de recogida selectiva debido a las limitaciones de los equipos de separación por espectroscopia en infrarrojo cercano o NIR (Near Infrared Spectroscopy). Para ello se plantea el uso de marcadores embebidos en las matrices poliméricas que permitan la detección por fuentes de luz ultravioleta-visible o espectrofotometría ultravioleta-visible (UV/VIS).
2) DESCONTAMINAR: Selección de técnicas de limpieza de plásticos (procesos térmicos y/o químico-térmicos) y desarrollo de un procedimiento de descontaminación de plásticos capaz de eliminar contaminantes críticos para su posterior uso en la fabricación de materias primas plásticas para envase alimentario. Entre esos contaminantes críticos destacan las sustancias no añadidas intencionalmente (Non-Intentionally Added Substances, NIAS) y los contaminantes orgánicos hidrofóbicos (Hydrophobic Organic Contaminants, HOCs).
3) DESLAMINAR: Desarrollo de un proceso de deslaminación que posibilite que las fracciones de envases multicapa previamente seleccionadas y descontaminadas se puedan separar en sus componentes básicos, o al menos recuperar la mayor cantidad posible del plástico base con procesos físicos (acción mecánica, térmica, etc.) y extracciones con disolventes respetuosos con el medio ambiente como el CO2 supercrítico, o una combinación de éstas.
El tercer paso supondrá un salto cualitativo en la tecnología del proceso para lograr una mejor clasificación de los diferentes tipos de plástico en las plantas de tratamiento, incluido el envasado multicapa y multimaterial, ya que los plásticos sólo se pueden reciclar si se separan correctamente.
El último paso será el reprocesamiento de estos materiales en productos diversos, tales como piezas de automoción, placas de espuma para turbinas eólicas y estructuras para techos, bolsas de basura, asfalto, cercas y bancos, basados en la extrusión, inyección y moldeo por compresión.
PlastiCircle también definirá planes de negocio y promoverá la entrada al mercado de las soluciones diseñadas, a través de actividades de formación y sensibilización dirigidas a la ciudadanía, las instituciones y las empresas privadas.
Información adicional
Actualmente, el reciclado de plásticos se enfrenta a diversas limitaciones, especialmente en el caso de los residuos de envases de plásticos obtenidos del contenedor amarillo de recogida selectiva, entre los cuales destacan:
1) La no existencia de un aprovechamiento de los envases multicapa que terminan en el vertedero ya que los materiales que los componen no pueden separarse. De hecho, uno de los principales problemas de los plásticos multicapa reside en que algunos de esos materiales no pueden reciclarse de forma directa por su inmiscibilidad.
El ejemplo más evidente es el caso de los envases multicapa de PET y PE empleados principalmente en aplicaciones de envase para alimentación, que para su compatibilización requiere del uso de compatibilizantes extremadamente caros. Los compatibilizantes son sustancias usadas para mezclar los polímeros de carácter inmiscible, actuando independientemente con cada una de las partes.
Además, otro de los inconvenientes del reciclado directo de multilaminados de PET y PE es que la presencia del PE y del acetato de vinilo (EVA) que se utiliza como adhesivo entre ambas capas afecta a la transparencia del PET, haciéndolo menos transparente y otorgándole un color amarillento, por lo que el uso de este material reciclado suele quedar relegado a aplicaciones de bajo valor añadido.
Otro ejemplo de las dificultades para el reciclado de materiales multicapa es el caso de las poliolefinas como el PE y el PP con capas barrera de EVOH (Etilen-Vinil-Alcohol), ya que ni se pueden separar ni se pueden compatibilizar por mezclado durante el proceso de reciclado.
Por este motivo, en las plantas de clasificación de envases no se realiza su separación, y en el supuesto de ser reciclados se hace tan sólo en aplicaciones de bajo valor añadido. En consecuencia, la recuperación y reciclado de los envases multicapa es sólo técnicamente posible si se separan las capas que lo componen, y por este motivo se requiere la separación de las diferentes capas de material mediante un proceso de deslaminado.
2) Las dificultades para seleccionar de forma avanzada plásticos multicapa. Generalmente, los sistemas automatizados de selección de envases plásticos consisten en sistemas ópticos basados en el infrarrojo cercano (NIR) o a través de separación por densidades por flotación o hidrociclones.
Los sistemas basados en la separación por densidades sólo son capaces de distinguir entre tipos de plásticos por la simple diferencia de densidades y se encuentran poco extendidos en Europa debido a la lentitud del proceso de flotación en bañeras con líquido y al elevado consumo energético cuando se emplean hidrociclones.
En el caso de los sistemas ópticos basados en tecnología NIR, las principales dificultades residen en:
a. Los envases a separar pueden contener más de un tipo de plástico cuando son multicapa y pueden ser incorrectamente identificados por los sistemas NIR.
b. Los plásticos negros no se pueden separar mediante NIR, pues el negro no puede ser identificado con sensores con esta tecnología.
c. La suciedad contenida en los envases puede interferir en la respuesta del sensor NIR en caso de que dichos residuos no reflejen la luz.
d. La separación efectiva de los envases puede ser superior al 90% pero sólo en los casos en que se disponga de varias líneas de detección para cada tipo de polímero y/o de un sistema que recircule los envases no separados, y siempre que se trate de envases no multicapa y de un solo color, lo que aumenta los costes de explotación y de operación.
e. Pueden presentarse interferencias si envases de diferente composición están contenidos uno dentro de otro.
En resumen, los sistemas actuales de selección de plásticos no permiten separar fracciones de plástico que tienen valor económico y en concreto los multicapa debido a las limitaciones de los sistemas ópticos basados en NIR y los elevados costes de operación asociados a los procesos basados en la diferencia de densidad.
3) Las dificultades añadidas que supone la presencia de contaminantes al estar los residuos de envases mezclados con otros residuos, la suciedad por restos de alimentos, cosméticos, productos de limpieza, etc., así como la presencia de sustancias no controladas y de especial nocividad/toxicidad al mezclarse con otros residuos.
En este sentido, y aun a pesar de que los residuos presentes en envases plásticos (y en especial los de alimentos) suelen tener contenidos pequeños de sustancias peligrosas, existe la posibilidad de encontrarlos en mayor o menor cantidad en las fracciones tanto de recogida selectiva como en los residuos sólidos urbanos (RSU) del contenedor gris, pudiendo ser sustancias generadas durante la producción o uso del envase o por contaminación cruzada.
En el caso de las sustancias generadas durante la producción y uso del envase, comúnmente conocidas con el nombre de sustancias no añadidas intencionalmente (NIAS), se incluyen principalmente las siguientes sustancias:
a. Sustancias antimicrobianas (compuestos orgánicos de estaño y triclosán).
b. Aditivos de soplado.
c. Colorantes basados en metales pesados, estabilizantes y catalizadores (basados en Cd y Pb y sus compuestos).
d. Colorantes basados en compuestos orgánicos (basados en compuestos azoicos).
e. Retardantes de llama (BFRs y organofosfatos).
f. Monómeros, cross-linkers, endurecedores, modificadores de longitud de cadena y catalizadores (por ejemplo, BPA y formaldehído).
g. Antioxidantes y estabilizantes.
h. Plastificantes (ftalatos y parafinas cloradas de cadena corta).
i. Disolventes (por ejemplo: dimetilformamida).
j. Otras sustancias (nonilfenol y PFOs).
Además de la contaminación por NIAS, los residuos plásticos de envases pueden estar contaminados también por materia orgánica y en especial por aquella de carácter hidrofóbico, que se conoce como contaminantes orgánicos hidrofóbicos (Hydrophobic Organic Contaminants, HOCs).
Los HOCs constituyen un peligro relevante ya que presentan una mayor afinidad por los plásticos en comparación con los materiales de tipo lignocelulósico y la desorción más lenta de los HOCs en los plásticos transparentes. La desorción es el fenómeno por el cual un gas abandona un sólido cuando este alcanza cierta temperatura.
Entre otros, algunas de los HOCs más comunes en residuos de plástico de origen municipal son:
a. Alquilbencenos.
b. Fenantreno.
c. Policloruros bifenilos (PCBs).
d. Hidrocarburos policíclicos aromáticos (PAHs).
e. Pesticidas orgánicos.
La presencia de HOCs en las corrientes de residuos de envases genera dos problemas principales. Por una parte, suponen un riesgo para la salud y la no aceptación para poder reciclarse en la fabricación de nuevos envases y en concreto para envases en contacto con alimentos (PCBs, PHAs), al tratarse de sustancias no autorizadas por la Agencia Europea de Seguridad Alimentaria (EFSA).
Asimismo, los residuos de plásticos pueden actuar como vehículo para el transporte de los HOCs a través de diferentes compartimentos del ecosistema, y más concretamente en el medio marino. En conclusión, existe una necesidad real de la separación tanto de los NIAS como los HOCs que pueden encontrarse en los residuos de envase de plástico en general.
Resultados
- Se ha logrado poder diferenciar los envases plásticos multicapa del resto de envases de la corriente general de residuos de las plantas de clasificación con el fin de separarlos del resto y generar corrientes más puras. Ello ha sido posible gracias a la identificación de un compuesto que, en concentraciones muy bajas, permite la detección de los envases con tecnologías ópticas de luz ultravioleta-visible. Este compuesto ha sido probado con diferentes matrices poliméricas, dando en todas ellas muy buena respuesta.
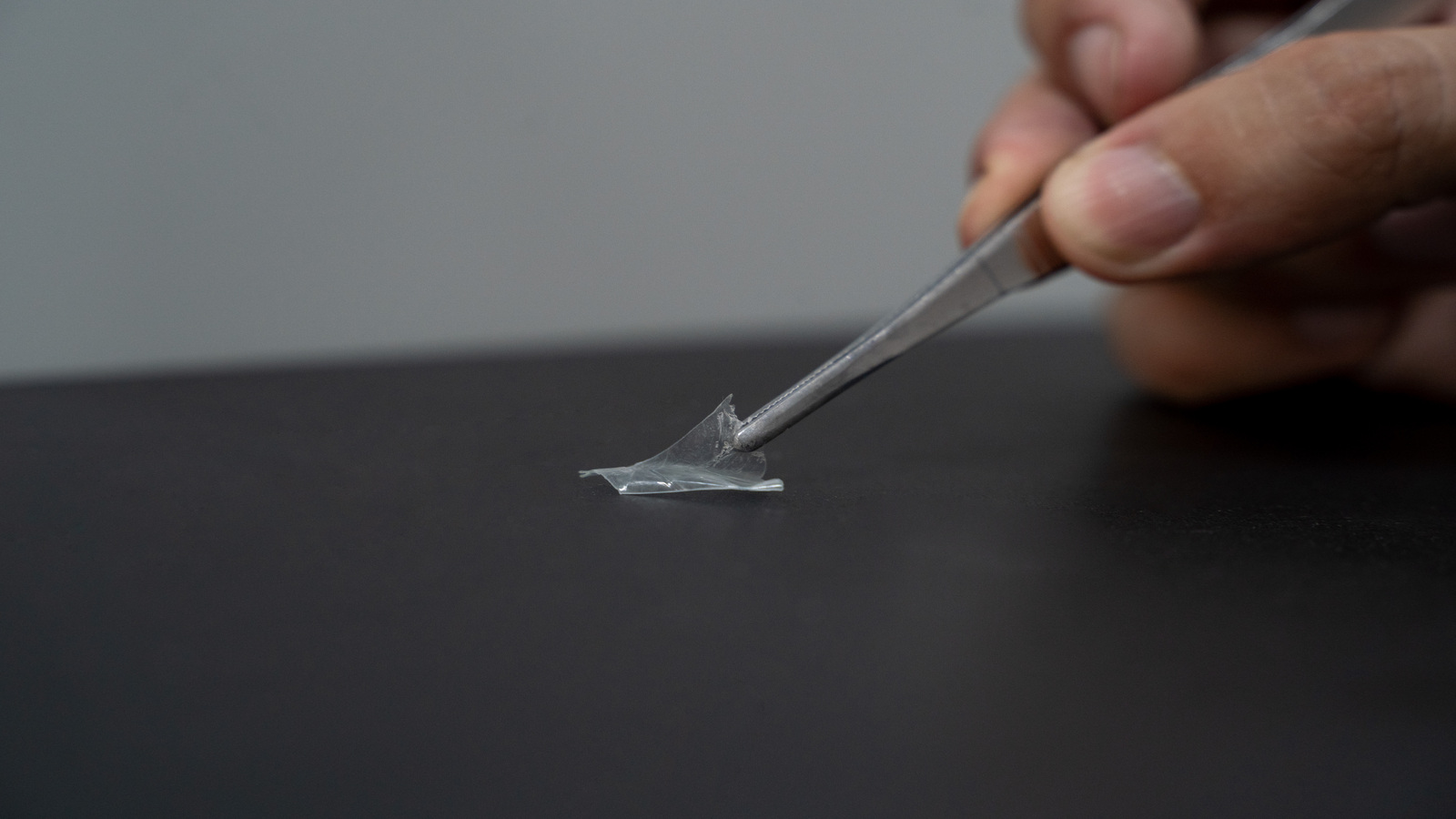
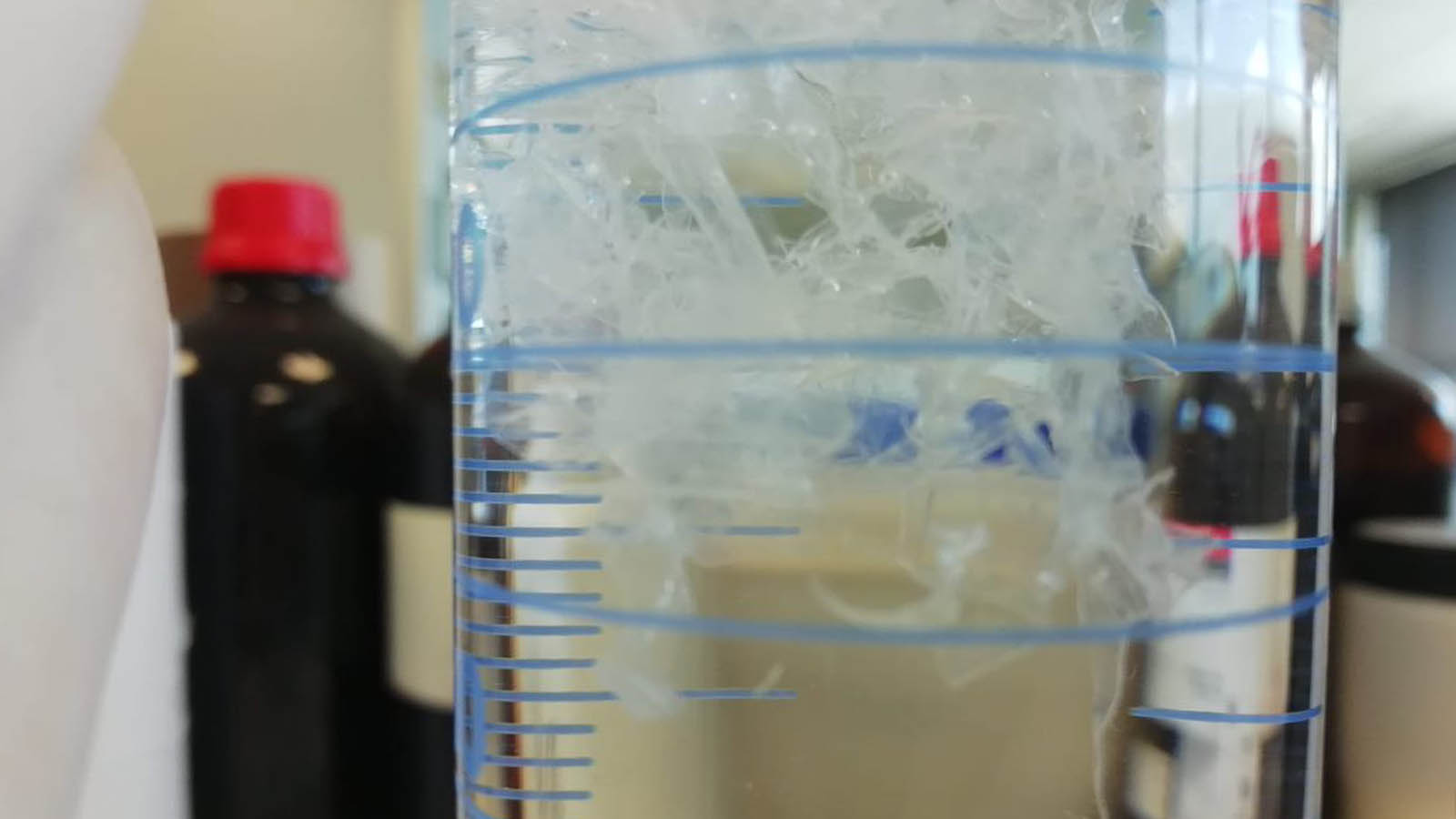
- Se han comenzado a ver resultados favorables en el deslaminado de films multicapa, por lo que se ha decidido continuar la investigación en esta área. Se ha logrado variando temperaturas, velocidades de agitación y concentración de los disolventes empleados para separar las fracciones de los envases multicapa .
- Se ha trabajado, mediante la combinación de procesos por vía seca y húmeda, en el acondicionamiento y tratamiento de escamas de PET contaminadas (NIAS y HOCs) para su posterior uso en la fabricación de materias primas plásticas para envase alimentario.
-

Soluciones
Procesos de reciclado
-
Noticias
El centro tecnológico ITENE logra convertir residuos de bandejas multicapa de PET/PE en un plástico compostable mediante el uso de microorganismos
-
Materiales y tecnologías para la economía circular
VALQUIBIO: Procesos de valorización de envases multicapa mediante reciclado químico y su bioconversión a polímeros compostables